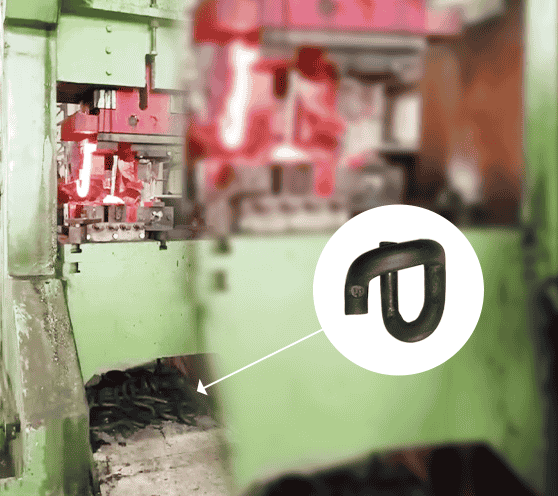
Elastic Rail Clips
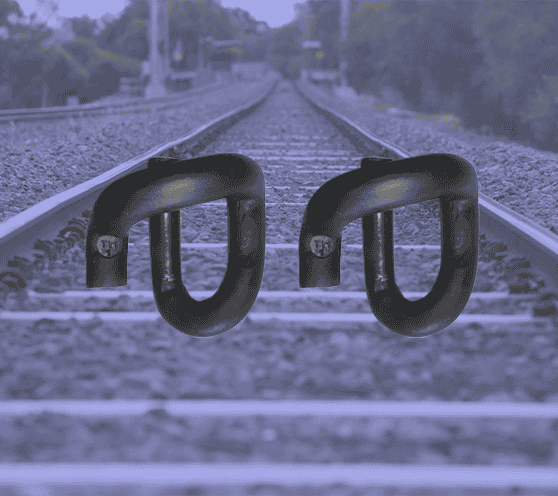
Elastic Rail Clips
We, Precision Drawell, with our hard work and determination, have accomplished our subsidiary firm Technosteel InfraProjects Pvt. Ltd., as an RDSO approved vendor for Elastic Rail Clip MK V (RDSO/T5919).
It is a well-known fact that fasteners are one of the vital components of the railroad framework. The main reason to use fasteners is to interface the rail to the sleeper. This securing gets exposed to solid lateral, vertical, and longitudinal forces, and these forces intensify quickly with speeding up. Thus, an elastic rail clip proves to be the best fit to withstand these forces, thereby acting as a great fastening agent.
What's more, there arise vibrations caused by shifting loads principally by the virtue of abnormalities in the rail track, and due to the forces acting upon. The shocks and vibrations cause the inflexible fastenings to free, leading to quick disintegration of the rail track. An Elastic Rail Clip is therefore used to resolve these issues. The versatile Elastic Rail Clip we manufacture is known to apply the toe-load that can doubtlessly keep up with the rail position.
Feauture of ERC Manufactured By Us:
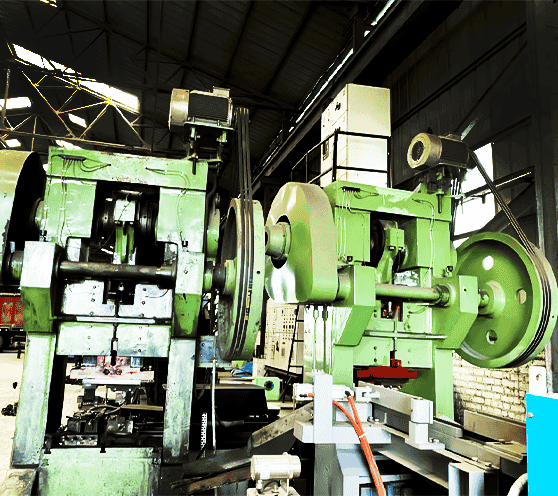
- Our induction furnace before the forging operations has an automated accept-reject system whenever temperature varies the round bar is automatically rejected leading to consistent clip shape and geometries.
- With our conveyorized electric quenching and tempering furnaces temperature remains constant resulting in low hardness variation.
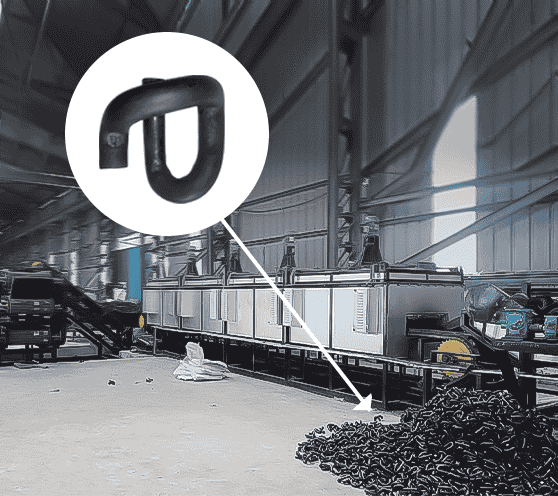
- With conveyorized air cooling resulting in negligible contact between clips after tempering results in a high-quality product.
- Our automated plant helps in eliminating human errors and hence our product has superior quality.
- Our process is in control with accordance with IS 31-201843.
We have an immaculate creation component, making us a renowned manufacturer of Elastic Rail Clips. The clips we configure are known to have a low variance, diminishing the failure rate during installation and subsequently saving a lot of consumer time.
Manufacturing Process:
Burr-free cutting of the round bar of length 350 mm + 0.02mm.
Hydrocopying machine with an automized material retrieval system.
Our induction furnace has a cycle time of four seconds with an accept-reject bin. If the temperature goes below 900-degrees the bars are rejected leaving us with perfect red-hot bars.
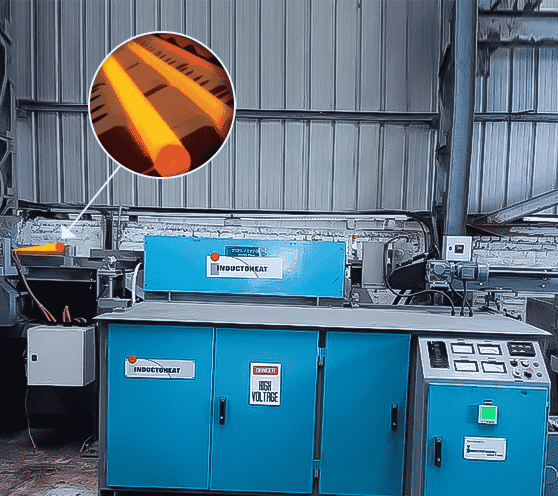
Our induction furnace generally doesn't have any variations in the temperature so the shape and geometry of the clips remain precise. As the hardness of the bar does not exceed the temperature at which we forged the bar is always above 900-degrees. Hence, leading to low rejections.
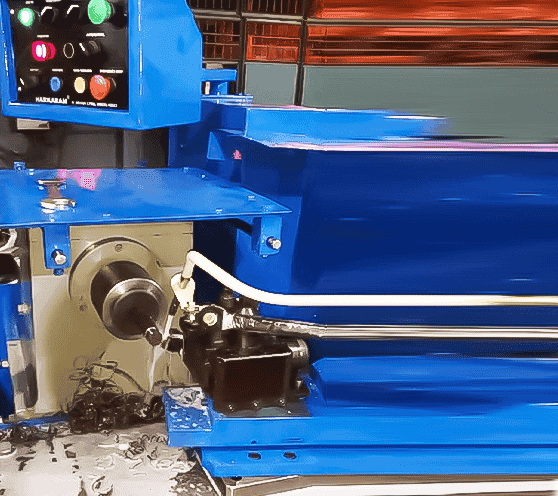
Conveyorized quenching tanks consists of agitation, scale removing and oil cooling arrangements which do not increase the oil temperature more than 70 degree Celsius hence leading to the required hardness
Our heat conveyorized electric tempering furnace has four zones and ascertains a minimum temperature of 550-degrees Celsius. After tempering we have arrangements for air cooling through horizontal conveyors, reducing the contact between the clips and minimizing the variations in the hardness.
Specifications:
| Hardness | 40-44 HRC |
|---|---|
| Toe-Load | 1200-1500 KG |
| Deflection | 13.5 mm |
| Packaging | 50 pieces in a sack |
| Surface Finish | Rust Preventive Oil |
-

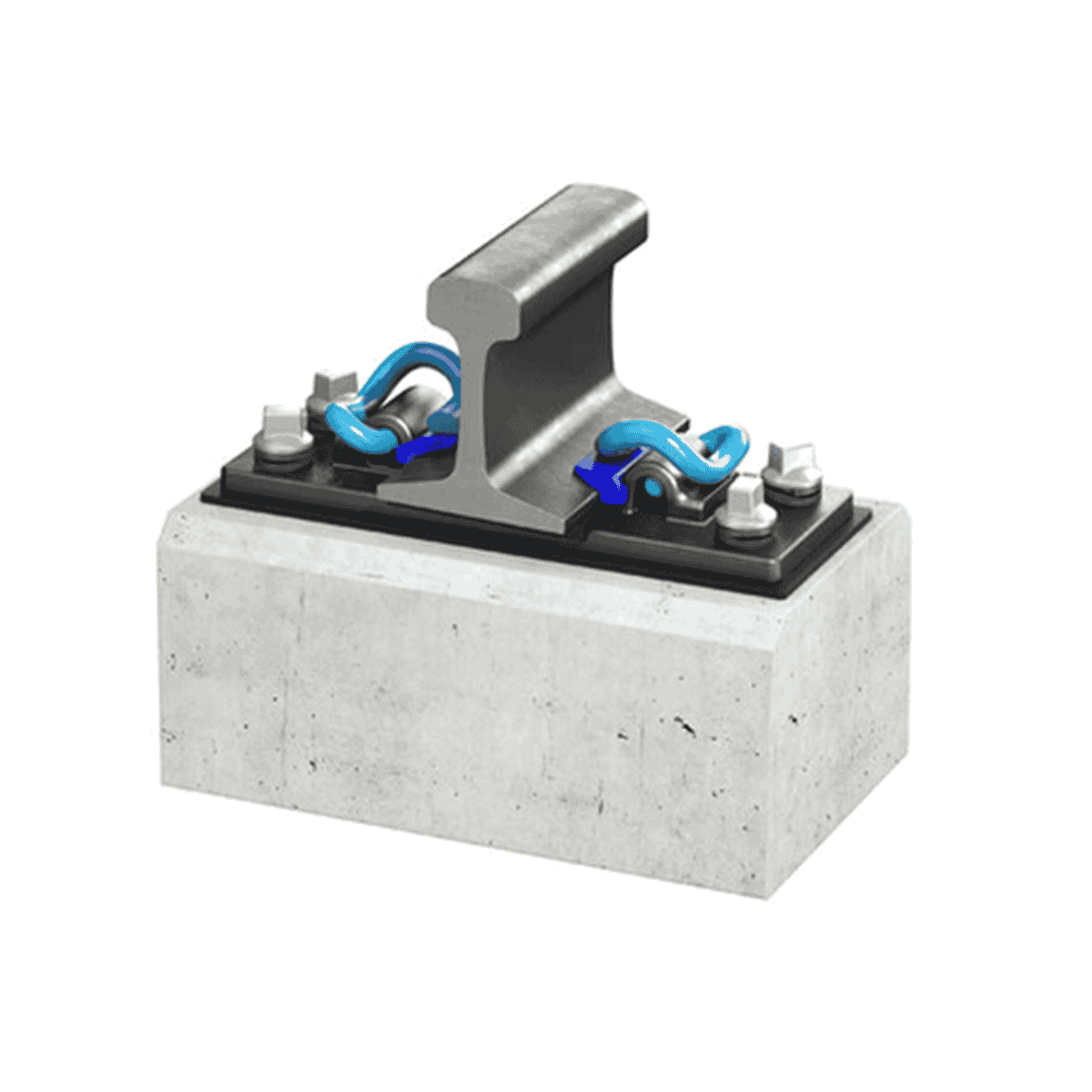
Fastening Rails
For fastening and securing steel rail and railway sleeper.
Read more..